めっき手法
お疲れさまです。
今回はめっき手法(装置)について、代表的な種類をご紹介します。
めっき対象物や用途、要求仕様などによって、用いる手法選定は重要となります。
また、それによってめっきの条件設定についても検証が必要となってきます。
また、めっき技術者ではない方でも、めっきがどんな方法でされるのかを知るための参考になればと思いますので、ぜひ目を通してみてください。
目次
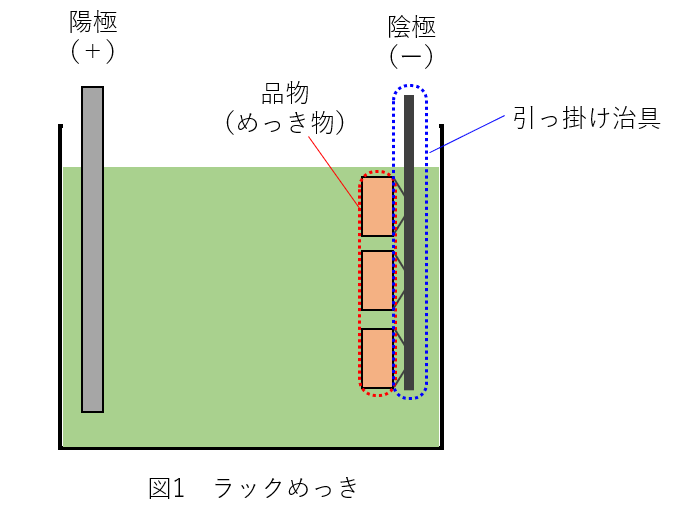
(1)ラック(引っ掛け)めっき
これは最もオーソドックスな手法となります。
めっき浴槽にて、陽極(+)に対して水平になるように陰極(-、めっき品)を設置し、電気をかけてめっきする方法です[図1]。
電解めっきでは、陽極から陰極に向かう電流は一様ではなく、陰極の端部や凸部に電流が集中し、そのような部位では過剰析出となり膜厚ばらつきが大きくなる傾向があります。それを緩和したい場合は、陽極と陰極の間に遮蔽板を設け、電流分布集中を抑制する対策などがあります[図2]。その他にも、極間距離や陽極または陰極サイズ、遮蔽板の位置や開口形状によっても変わりますので、検証して適切な条件を決定することが重要です。

めっき品を専用の治具に引っ掛けてめっきしますが、めっき品と治具がしっかり接していない場合や接点位置がずれていたりすると通電不良や膜厚ばらつきなどの品質に影響が生じることもあります。治具の劣化や変形に注意し、メンテナンスや定期的な交換が必要です。
(2)バレルめっき
バレルと呼ばれる容器の中に品物を投入し、めっき浴槽の中でバレルを回転させることでめっき品を混合させながらめっきする手法です。微小部品など小さいサイズの金属(導体)材料を大量に処理する場合に適しています。
バレルめっき手法には、水平式、傾斜式、振動式とさらに区別できますが、ここでは代表例として水平式について図示します[図3]。

他のめっき手法では品物にめっき液が直接触れますが、バレルめっきでは、バレル壁に加工した丸もしくはスリット状の孔を通路として液が出入りする機構です。そのため、カソード付近での通液(液撹拌)状態が他の手法とは大きく異なり、バレル内での反応や成分変動も変わってきます。これがバレルめっきの難しい点のひとつと言えます。
通電についてはバレル内へ挿入されたリード線を通して行われ、リード線の先端のみ通電が可能です(先端部以外は不導体被覆されている)。品物はその先端部と常に接した状態で転がされながら、めっきされます。
上記、バレル内外の通液状態や製品混合状態などによって品質が左右されるため、バレル孔のサイズやバレル回転数、品物投入量といった検証をしっかり行う必要があるでしょう。
(3)噴流めっき
ノズルからめっき液を噴流させ、強い勢いでめっき面に当ててめっきする方法です。対象物の片面のみめっきしたい場合や部分的な位置にめっきしたい場合に使用します。
別名、「ジェットめっき」ともいいます。
液を強力に吹き付けることになるので、ラックめっきやバレルめっきと比較してカソード付近の液の入れ替わり(撹拌状態)が激しく、めっき部表面への金属イオン供給が活発です[図4]。そのため、析出速度も前記(1)(2)より大きく、また、高電流密度で使用可能です(※)。
※専門的にいうと、カソード表面近傍の拡散層の厚みと限界電流密度は反比例の関係にある。撹拌状態が激しくなると拡散層は薄くなり、限界電流密度が大きくなることで高い電流密度でも良好なめっき皮膜が得られる。

また、片面のみあるいは部分的に液と接触させるので、液の持ち出しも低減させることができ、排水処理やロス削減の面でも効果的です。
陽極については、噴射ノズルそのものが陽極にする場合や、ノズルと陰極の間にメッシュ状の陽極を設置する場合などがあります。いずれにしても、陽極加工の観点から溶解性陽極の使用は不可で、白金製(白金コーティング)の不溶性陽極を使用することがほとんどです。
(4)フープめっき
長い帯形状に加工されてロール状に丸められた金属材料やリールに巻かれた対象品物を送り出しながら前処理工程やめっき工程を連続的に通過させながら処理する手法です[図5]。別名「リールtoリールめっき」や「連続めっき」とも呼ばれています。主に、リードフレームへのめっきに使用されます。

品物への処理については、前述した噴流式(めっき面を下側にし、液を下から上に吹き付ける)と同様の方法と、めっき面を側面にした状態で浴槽を通過しながら処理する方法などがあります。電解めっきの場合、陽極については前者は噴射ノズル側に、後者はめっき面と平行な位置に設置します。他の手法と比較して、カソード(品物)を高速で一定方向に動かしながら処理するので、カソード付近の液の撹拌状態が良く、カソードへの金属イオン供給が活発です。そのため、ラックやバレルめっきと比較して高電流密度で使用されることも多いです。
リードフレームの先端ピン部のみなど部分的な位置にめっきしたい場合は、先端部のみ浸漬して液面高さによる管理にて処理、さらに正確な部分性が必要な場合はマスキング(治具、シールなど)を施して処理します。
まとめ

今回はめっき手法の紹介ということで、簡単ではございますが投稿しました。
各手法の詳細については、後日ご紹介できればと思います。
おわり